VII. Real-World Solutions to Common Shrinkage Challenges in Injection Molding
Case 1: Reducing Warping in Nylon Gears
A manufacturer producing nylon gears encountered significant warping issues, which affected the gear meshing performance. The primary cause was uneven cooling rates across different areas of the mold, leading to differential shrinkage.
Solution: The manufacturer redesigned the cooling channels in the mold to achieve uniform cooling. This involved:
- Optimizing Cooling Channel Design: The cooling channels were reconfigured to ensure even heat distribution across the entire mold. This included adding more channels and adjusting their placement to cover critical areas.
- Material Selection: The manufacturer chose a nylon material with lower shrinkage properties to reduce the likelihood of warping.
- Process Parameter Adjustment: Injection and holding pressures were increased to ensure the mold was fully filled and to reduce the chances of warping during cooling.
Outcome: These changes resulted in a 40% reduction in warping, significantly improving the gear meshing performance and overall part quality.
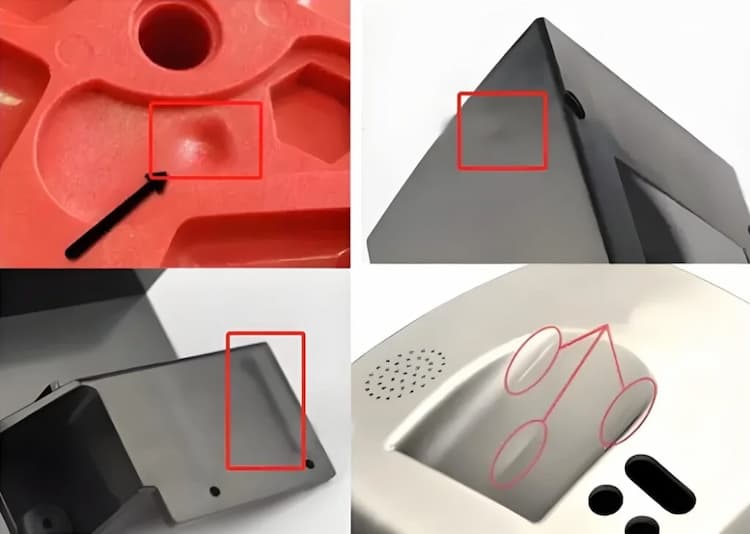
Case 2: Eliminating Sink Marks in ABS Casings
A manufacturer producing ABS electronic casings faced persistent sink marks, particularly in areas with thicker sections. The sink marks not only affected the appearance but also compromised the structural integrity of the casings.
Solution: The manufacturer implemented several changes to address the sink marks:
- Increased Packing Pressure: The packing pressure was increased to ensure that the mold was fully packed, reducing the likelihood of sink marks due to material shrinkage.
- Dual-Gate Design: The mold was redesigned with a dual-gate system to improve material distribution. This ensured that thicker sections were filled more effectively, reducing the risk of sink marks.
- Optimized Cooling Time: The cooling time was extended to allow for more uniform cooling across the part, minimizing differential shrinkage.
Outcome: These adjustments effectively resolved the sink mark issue, resulting in casings with improved appearance and structural integrity.
Case Study 3: Improving Dimensional Accuracy in Medical Device Components
A medical device manufacturer was experiencing significant dimensional inaccuracies in a critical component used in disposable medical devices. These inaccuracies were primarily due to shrinkage variations during the injection molding process, which compromised the functionality and reliability of the devices.
Solution: The manufacturer implemented several targeted solutions to address the dimensional inaccuracies:
- Advanced Software Simulation: The company utilized advanced simulation software to predict shrinkage rates accurately. This allowed them to optimize the mold design and process parameters before production, reducing the likelihood of dimensional inaccuracies.
- Mold Design Optimization: The mold was redesigned to ensure uniform wall thickness and consistent cooling rates. This included adding more cooling channels and adjusting their placement to cover critical areas.
- Temperature Control: The manufacturer fine-tuned the mold and melt temperatures to ensure consistent material flow and cooling rates. This helped in reducing the shrinkage variations across different sections of the component.
- Injection Pressure: Injection and holding pressures were increased to ensure the mold was fully filled and to reduce the chances of dimensional inaccuracies during cooling.
Outcome: These combined efforts resulted in achieving dimensional tolerances within ±0.05mm, ensuring the functionality and reliability of the medical devices. The manufacturer was able to meet the stringent quality standards required for medical applications, enhancing their market competitiveness.